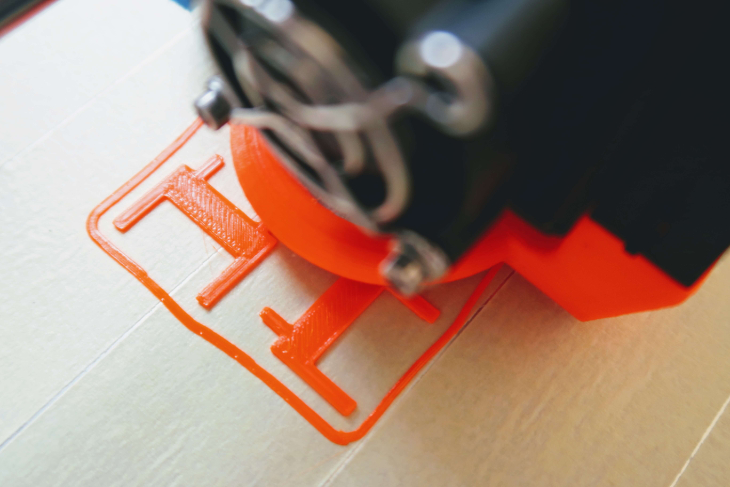
V předchozím článku jsem se věnoval obecným zkušenostem s Anet A8 tiskárnou. V dnešním článku se budu věnovat novému materiálu, který jsem začal používat, a to PET-G/PETG. Tady je opět k dispozici profil do Ultimate Cura, který jsem si vytvořil. Profil není ještě úplně ideální, ale pro většinu věcí, které jsem zatím z PET-G vytiskl, byl tento profil dostačující. Na obrázku níže je výsledek.

Důvod, proč jsem se rozhodl vyzkoušet PET-G byla především jeho zvýšená odolnost vůči vysokým teplotám. Moje největší obava z použití tohoto materiálu byl strach ze zápachu. Tisknu v pracovně a rozhodně jsem nechtěl, aby se bytem linul zápach tavícího se plastu, jako když nám hořela sušička:). Realita mě ale velmi mile překvapila. Koupil jsem filament od Plasty Mladeč a tisk je prakticky bez zápachu. Tisk je sice „cítit“ o trochu víc než u PLA, ale rozhodně se nejedná o plastový zápach.
Moje zkušenosti s PET-G
Všude se píše, že tisk z PET-G je náročnější, než z PLA. To je pravda jenom částečně. PET-G je dle mých krátkých zkušeností (cca 20hod tisku) mnohem více citlivé na teplotu, rychlost tisku, retrakci a výšku hotendu nad podložkou. Po prvotním nastavení sliceru, je jinak tisk z PET-G téměř stejně snadný, jako z PLA. Na rozdíl od PLA, má PET-G lepší mechanické vlastností, nízkou tepelnou roztažnost, je houževnatý, a mnohem více pružný, než PLA. Drobnou nevýhodou tohoto materiálu je jeho vyšší cena oproti PLA od
Gembirdu. Rozdíl v ceně může dosahovat i 30 – 40% a to je už docela velký rozdíl.
Kde čerpat informace k řešení problémům s kvalitou tisku? Osobně používám nejčastěji Print Quality Troubleshooting Guide ze stránek Simplify3D.
Další zdroje rad
- https://support.3dverkstan.se/article/23-a-visual-ultimaker-troubleshooting-guide – primárně zaměřen na tiskárny Ultimaker, často popisuje nastavení v Ultimaker Cura.
- https://josefprusa.cz/jak-vyresit-nejcastejsi-problemy-pri-3d-tisku – hodně informací se dá rovněž najít na webu, fóru tiskáren Prusa.
Jedna poznámka k tepelné roztažnosti. Většina volně dostupných modelů je odladěna, vyměřena pro tisk z PLA, respektive součástky nemají žádnou vůli. Při tisku modelu z PET-G se pak často stane, že díky mírnému smrštění, je těžší součástku nasadit, vložit do ní šroub, matku, ložisko. Řešením je mírné zvětšení modelu přes scale např. na 101-102%.
Teplota
Doporučení na webu, a od jednotlivých výrobců filamentů, se mírně liší. Mně se osvědčil tisk při 245 – 250 °C. Při nižších teplotách jsem měl problém s retrakcí. Výsledkem tak byly nedokončené, neúplné čáry, slabá výplň. Co se týče podložky je situace stejná, doporučení se mírně liší, mě se osvědčilo nastavit podložku na 70 °C. Při nižších teplotách docházelo k deformacím prvních vrstev a tzv. zvedání rohů výtisku.
- Hotend: 250 °C
- Podložka: 70 °C
Rychlost větráku
Vysoká rychlost větráku dělala velké problémy především u prvních vrstev a výplně. Při standardních otáčkách docházelo ke zvedání rohů a v k velmi nekvalitní, slabé výplni. Pro prvních 7 vrstev (2 mm) nechávám tedy větrák vypnutý úplně a pak je větrák nastaven na 25% svého výkonu. Vypnutý větrák, případně velmi nízké otáčky mohou vést k tzv. stringování. Příčinou je malý únik tiskového materiálu z trysky, při jejím přesunu přes prázdný prostor. PET-G může přirozeně stringovat i při správném nastavení tiskárny a tak pár vláken nepředstavuje problém. Odstranit je můžete velmi krátkým opálením, např, zapalovačem, nebo lépe, horkovzdušnou pistolí.
- Fan Speed: 25%
- Regular Fan Speed at Height: 2 mm

Rychlost tisku
Jedná se o další z kritických parametrů pro tisk z PET-G. Na Anet A8 nedoporučuji tisknout rychleji než 40 mm/s. U prvních vrstev radši ještě méně. U rychlosti tisku je asi nejvíce vidět rozdíl mezi drahou 3D tiskárnou a Anetem. Při nízkých rychlostech je kvalita výtisků z Anetu velmi dobrá a dovolím si tvrdit, že i srovnatelná. Při vyšších rychlostech je ale výsledek velmi špatný. U malých dílů dokonce snižuji rychlost na 80%.
- Rychlost: 40 mm/s
- Rychlost pro první vrstvu: 20 mm/s
Retrakce
Nejlepších výsledků jsem dosáhl při nastavení retraction distance z 4mm na 6 – 6,5mm.
- Retraction distance: 6 mm
Příprava podložky
Přilnavost PET-G k podložce je opravdu silná a tak je na podložku potřeba použít tzv. separační činidlo. Někdo používá lepidlo na papír v tužce. Já používám čistič oken. Většina z těchto čističů okna moc nevyčistí a vždy na nich zanechá mastný film. To je přesně to, co se hodí na podložku (o hodně méně na okna). Tento tenký mastný film vytvoří dostatečnou separační vrstvu, díky které pak půjde výtisk z podložky jednoduše odstranit. V případě, že používáte např. malířskou pásku, separační činidlo není potřeba.
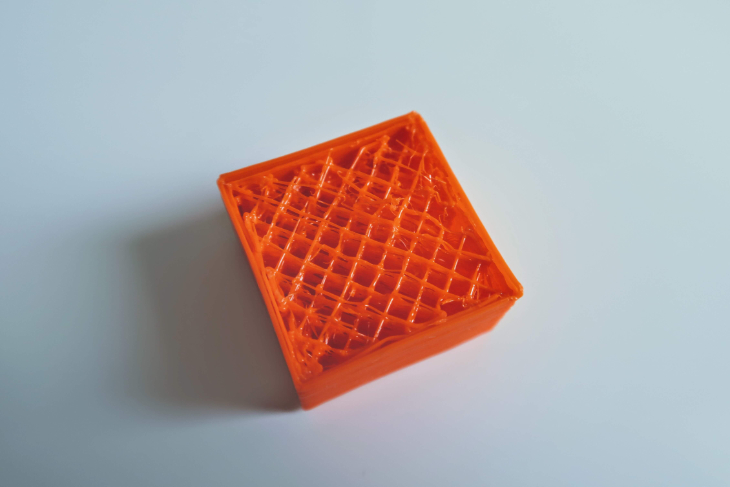
Jak to dopadne, když nepoužijete mezi tisky na podložku čistič, můžete vidět na obrázku níže. Jelikož další podložku nemám, vrátil jsem se k malířské pásce :).

Taky je dobré upravit výšku hotendu nad podložkou. Pro PET-G je potřeba zvednout hotend o cca 0,05 – 0,1 mm. Stačí upravit Z Offset v menu Marlina. Nezapomeňte hodnoty uložit, po vypnutí tiskárny byste pak offset museli nastavit znovu.
Menu / Control / Motion / Z Offset

Menu / Control / Store settings

Porovnání vlastností PLA a PET-G
| PLA | PET-G | |
|---|---|---|
| Teplota hotendu (°C) | 180 – 230 | 220 – 260 |
| Teplota podložky (°C) | 20 – 60 | 60 – 90 |
| Vyhřívaná podložka | Nepovinná | Doporučená |
| Přilnutí první vrstvy | Dobré | Dobré |
| Teplota skelného přechodu (°C) | 60 | 81 |
| Pevnost | Průměrná | Vysoká |
| Odolnost vůči nárazu | Ne | Ano |
| Odolnost vůči povětrnostním vlivům | Malá | Vysoká |
| Biologicky rozložitelné | Ano | Ne |
To co se mi na PET-G líbí asi nejvíc, je určitá pružnost materiálu. Při namáhání se výtisk z PET-G často jen dočasně prohne a nepraskne na rozdíl od PLA. O tom, že PET-G je velmi dobrou alternativou k ABS plastu svědčí i to, že je z tohoto materiálu vytištěna většina dílů nové Prusově tiskárně Prusa i3 MK3.